
|
Firing Procedures |
|
|
|
|
|
|
|
|
|
|
|
|
DECAL DECORATION | ELECTROSTATIC COLOUR COATING SYSTEM | UV PRINTING SYSTEM THE KWIK CHANGE SCREEN SYSTEM | SCREEN MAKING EQUIPMENT | PRINTING ANCILLARIES DECORATING MATERIALS | QUALITY CONTROL | SPECIAL OFFERS
GLASS ENAMELS | INTRODUCTION TO GLASS ENAMELS | APPLICATIONS AND MEDIA
PHYSICAL PROPERTIES | FIRING PROCEDURES | THIXOTROPIC SYSTEMS
AMBER STAINING INKS | UV INKS | PRINTING FABRICS | STAINLESS STEEL PRINTING FABRICS
SYNTHETIC PRINTING FABRICS | SQUEEGEE BLADE | SCREEN MAKING MATERIALS
FIRING PROCEDURES AND LEHR CONDITIONS
The basic functions of the firing process is threefold:
- to burn away the organic medium
- to melt and fuse the ceramic component to the glass surface
- to minimise the stress created by the introduction of the enamel to the glass surface
From the initial stages of firing through to the end of section A-A, is to allow the printing medium to burn away to leave the ceramic components and to melt the flux in the enamel so it will readily fuse to the glass.
The section between A and B allows the enamel to mature fully and become integral with the glass surface.
Section B-B allows the glass enamel to solidify, re-anneal the glass and minimise any residual stress.
Lehr atmosphere should be neutral to oxidising throughout the whole cycle to ensure colours are developed correctly (notably reds and oranges). Inadequate bottle spacing and poor ventilation can also be detrimental to colour development.
Typical Lehr Firing Cycle for Enamel Inks on Multi-Trip Beverage Bottles
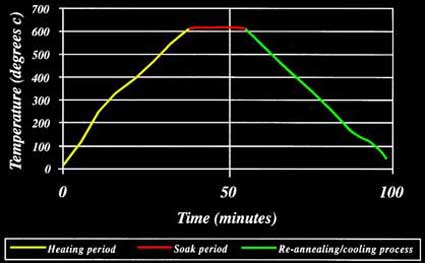
In practice, bottles of around 300ml capacity (360 to 425 grammes weight) can be fired in 90 minutes and litre bottles (around 900 grammes), can be fired in 100 to 110 minutes provided careful attention is given to the bottle spacing, soak time, cooling cycle and power available in each firing zone.
G G Cade offers a lehr loading calculation service. Click on Contact G G Cade and let us know:
- Lehr type (manufacturer, power source)
- Tunnel length (metres)
- Belt width (mm)
- Number of zones and the power rating for each zone (kilowatts)
- Bottle diameter (mm)
- Bottle weight (grammes)
- Current belt speed (mm per minute)